


As the demand for canned beverages continues to rise, so does the need for co-manufacturers to help process and package these drinks. A canning company is a great choice for beverage companies who are looking to outsource their production needs without sacrificing quality. Co-manufacturers offer a wide range of services that allow your business to produce more efficiently and at scale - all while taking advantage of their expertise in canning solutions.
Co-manufacturing services allow beverage companies to focus on their core competencies, such as product design, marketing, and customer service. By partnering with a canning company, producers no longer have to worry about the operational aspects of production; from formulating recipes through testing and into full-scale commercialization, manufacturers provide assistance with recipe development, packaging development/designs, raw material procurement/inventory management, co-packing/fractional packing needs (for multiple SKUs or packages simultaneously), labeling regulatory requirements (including nutrition facts label management) and code date management.
Canning companies also handle any large scale changes in order volume or size while managing inventory levels accordingly. They stay up-to-date on trends in technology ensuring that beverage makers take advantage of streamlined processes tailored specifically for each customer’s production needs resulting in increased efficiency and cost savings with promises of consistent high quality results over time. Moreover these suppliers manage the distribution side by working directly with national carriers when requested by customers as well as providing additional warehousing solutions if needed.
Overall a reliable canning company allows beverage producers to stay focused on developing unique products that will captivate consumers without worrying about potential risks associated from DIY productions or substandard providers often found within this industry segment. This type of outsourcing helps keep production costs low even under extreme pressure from tight deadlines allowing you to concentrate on growing your business without feeling overwhelmed by rising expenses along the way..
Quantum Canning offers superior canning services, which provide numerous benefits for any business looking to package its beverages. Here are the advantages of using Quantum Canning’s canning services compared to large, corporate providers.
One of the biggest benefits of using local canning services is quality control. With Quantum Canning’s boutique size, we are able to provide a higher level of attention and detail when it comes to can production and filling processes. This ensures that every beverage produced by us meets our high standards for quality and taste. Additionally, because we are a boutique company, we have more flexibility when it comes to custom cans or making small adjustments on short notice if needed.
Another benefit of using Quantum Canning is cost efficiency. Our smaller size allows us to offer competitive prices on all their services without sacrificing quality or customer service. We also offer flexible payment options and discounts for bulk orders so businesses don’t have to worry about breaking their budget when they need cans or other equipment in a hurry. Additionally, because we are local, shipping is reduced; this helps businesses save money while still getting top-notch products at a reasonable price point.
Quantum Canning also offers a variety of options when it comes to choosing packaging for your beverages – from a variety of can sizes, 200ml, 250ml, 12oz sleek, 12 oz regular and 16oz cans to 4 & 6 Pak-Tech’s to shrink wrapping 24 pack trays for grocery stores, Quantum can fulfill your packaging needs. Quantum canning offers packaging solutions that can accommodate your product without having to settle for something that doesn’t quite fit your brand identity or needs. Additionally, we provide assistance throughout the entire process so you don’t have to worry about anything going wrong during production or distribution stages; this helps ensure that everything goes smoothly each time you order from us!
Overall, Quantum Canning provides superior canning services that offer numerous advantages over larger corporate providers when it comes to quality control, cost efficiency, and variety of options available for packaging all types of beverages. So if you're looking for reliable yet affordable canning solutions without sacrificing any aspect of quality or convenience, then look no further than Quantum Canning!
State-of-the-Art Beverage Canning:
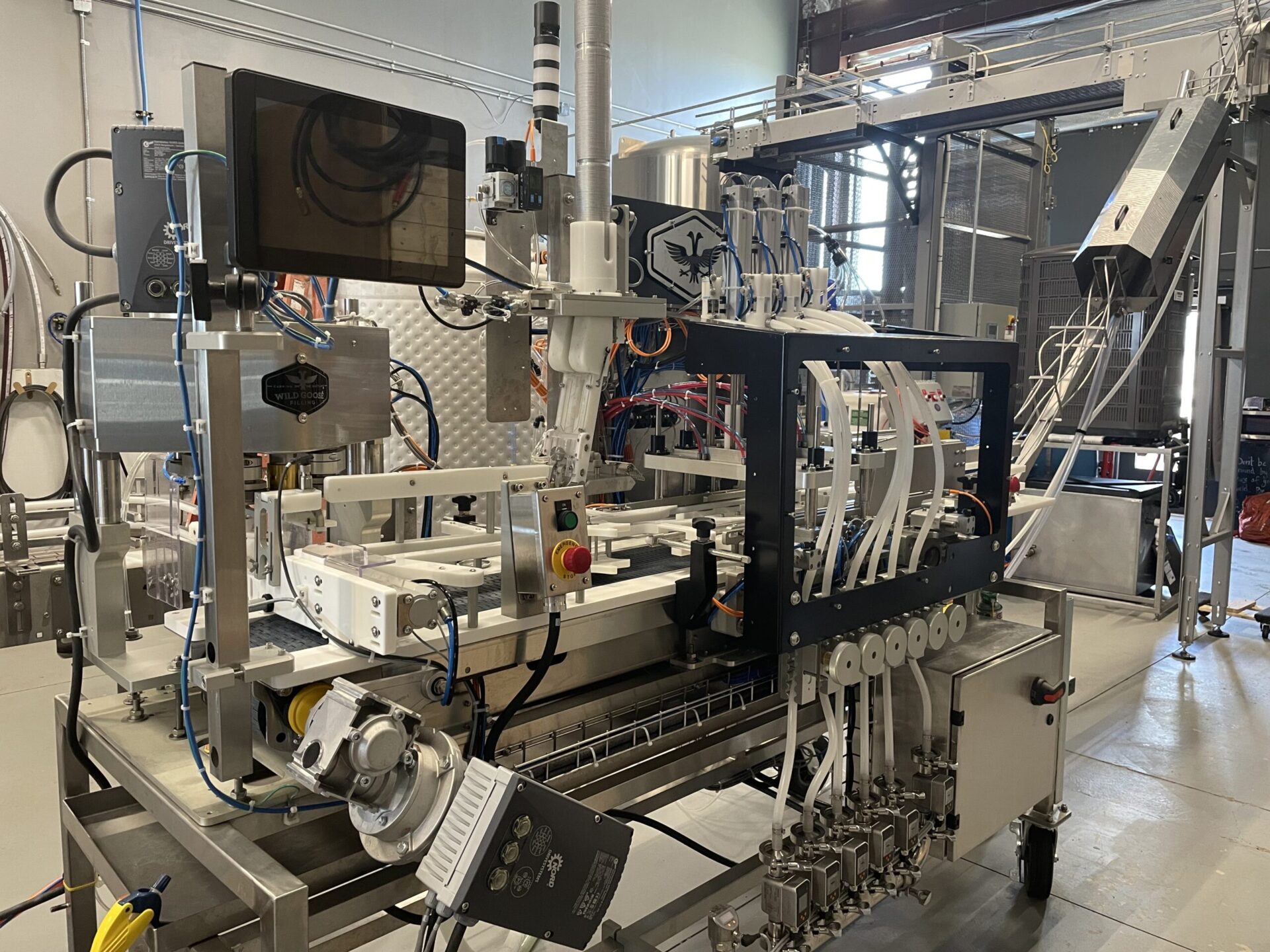
Your facility is driven by a fully automated counter pressure filler by Wild Goose. Quantum’s array of finely tuned sensors, meters, automation, and machine intelligence is what gives us our speed, versatility, and accuracy. No more worrying about an inconsistent product, or delayed beverage manufacturing times – Quantum’s state-of-the-art beverage canning software takes out many of the errors and headaches of the past using modern technology.
A counter pressure filler is a must-have for any canning facility. It's essential for filling cans of beer, tea, soda, kombucha, and canned cocktails. This device offers numerous advantages that make it easier to produce canned products quickly and efficiently. Here are some of the biggest benefits of using a counter pressure filler at your canning facility.
The automated nature of a counter pressure filler also increases efficiency in production and helps you create more consistent results faster than manual processes. With its improved accuracy and speed, you'll be able to fill up more cans per hour and reduce downtime between batches while still achieving great results every time.
Another major advantage of using a counter pressure filler is that it reduces waste compared to other methods of filling cans because the machine has been designed specifically for this process. Its automated features ensure that all liquids are properly filled into each can with minimal spillage or loss due to evaporation or overfilling, so there’s less waste overall during production cycles. This also helps with cost savings in terms of materials used since fewer resources are needed per cycle compared to manual methods or other machines that may not be as efficient at containing spills or losses during production runs.
Finally, a counter pressure filler is highly versatile when it comes to different types of beverages like beer, tea, soda, kombucha, and canned cocktails. Not only does the machine allow you to switch between different beverages quickly without needing additional equipment for each type but it also maintains consistent results no matter what beverage is being filled. This makes it an ideal choice for any canning facility looking to maximize their output without sacrificing quality.
Pasteurization (HTST):
Quantum Canning’s manufacturing process utilizes the latest in pasteurization technology; High Temperature, Short Time, aka Flash Pasteurization.The goal of flash pasteurization is to create a finished, shelf stable product guaranteeing your craft beverage is held to the highest health standards.
Flash pasteurization and tunnel pasteurization are two methods of preserving food and drink products for extended shelf life. While both techniques can be used to create canned beverages, flash pasteurization is generally considered the more preferable method when creating beer, tea, soda, kombucha, and canned cocktails. Let's discuss why flash pasteurization is better than tunnel pasteurization when it comes to creating quality canned beverages on a canning line.
Flash pasteurization is a process where a product (such as beer or tea) is heated to a high temperature for a short period of time in order to kill off microorganisms that could contaminate the product or cause spoilage. The process typically takes place at temperatures between 150-200 degrees Fahrenheit (66-93 Celsius), and only lasts for seconds or minutes. After the product has been heated, it is quickly cooled back down to its original temperature in order to keep any flavors from being altered or destroyed during the heating process.
The main disadvantage associated with flash pasteurized products is that they tend to have shorter shelf lives compared with those produced via tunnel pasteurization due to their higher initial temperature levels leading them susceptible quicker degradation over time even if stored properly after leaving a canning line facility. Additionally, some flavors may still be lost during processing despite cooling efforts as certain compounds may become too volatile if exposed too long at such high temperatures prior entering cans on a canning line production facility.
Overall, while both methods have their pros and cons when producing canned beverages on a canning line system, flash pasteurization clearly stands out as the superior option due its ability maintain more flavor compounds throughout processing while still killing off harmful bacteria effectively enough so consumers receive safe products upon purchase from retail outlets shelves near them after leaving factory floors from their respective production facilities utilizing this technique .
Sanitation:
In order to maintain a sanitary environment for your pasteurized craft beverage as it passes through our Counter Pressure filler, Quantum Canning uses Oxine, an FDA approved sanitary mist, on your cans and lids.
When it comes to the production of alcoholic beverages, no step is more important than ensuring the safety of customers. Oxine sanitizer is an ideal solution for breweries, distilleries, and other beverage makers that are looking for a reliable way to keep their products free from contamination. We’ll explore why alcoholic beverage copackers should be using Oxine in their operations and how its sanitizing capabilities help make sure that customers get safe and high-quality beverages every time.
Oxine has become one of the most popular options for beer can cleaning and sanitizing available on the market today. The process starts with an automated system that is designed to spray a mist of non-toxic Liquid Oxine. . The mist quickly breaks down surface contaminants like yeast and bacteria that can cause spoilage or taint the taste of your finished product. Additionally, the sanitizing liquid leaves behind trace amounts of chlorine dioxide (ClO2) which helps protect products against further microbial growth prior to packaging.
Unlike other cleaning methods like steam sanitation or chemical washes, Oxine’s misting process only requires minimal contact time and still achieves impressive results in terms of removing bacteria and other contaminants that could affect your alcoholic or non-alcoholic beverage production line. This makes it possible to operate on tight timelines while still delivering top-quality products to consumers.
For copackers producing both alcoholic and non-alcoholic beverages such as Ready-To-Drink spirits based cocktails, sodas, kombucha, etc using an oxine sanitizer is essential for ensuring safety and quality standards are met without sacrificing production efficiency. One benefit of using oxines over steam or chemical cleansers is its ability to kill both aerobic (air-loving) and anaerobic (oxygen-hating) microorganisms at high efficacy rates with little contact time required for cleaning cycles—usually less than 30 minutes). This helps keep production lines running smoothly without compromising product safety or quality standards.
Additionally, by introducing minimal amounts of chlorine dioxide into their production line, companies can reduce their reliance on harsher chemicals when it comes to keeping their equipment clean while also helping to eliminate odors common with some cleaning processes. This also helps minimize potential product contamination risk which could lead to financial losses due to product recalls or customer complaints about poor quality control procedures regarding alcohol sanitation requirements dictated by law enforcement agencies around the world.
Oxine has been approved by the FDA for use in sanitizing beverage containers. It is non-toxic, biodegradable, and its chlorine dioxide molecule quickly breaks down after sanitizing so it won’t leave behind any toxic residues. This makes it a safe and effective way to ensure that the cans used for both alcoholic and non-alcoholic beverages are sufficiently sanitized without risking contamination from harsh chemicals or extended exposure to steam.
When it comes down to it, hiring a beverage co packer who uses oxine is always a smart choice when ensuring top-tier quality & safety standards are met without any excess costs associated with other mainstream sanitization strategies like steam cleansing or chemical washes. With fast cycle times, easy operation setup & maintenance requirements, cost savings advantages over traditional cleaners/sanitizers --there really isn't anything better out there for ensuring that customers get safe & tasty alcoholic and non-alcoholic beverages each & every time!
Low Dissolved Oxygen:
Dissolved oxygen is the bane of consistency. A beverage canning line that has high dissolved oxygen may negatively impact a canned beverage’s scent, flavor, color, and nutritional value. This is the last thing you want from a beverage co-packer and canning line. Using Wild Goose’s Fusion Counter Pressure canning system gives us precise control over foam, fill, purge, underlid gassing, and the CO2 blanket – meaning that the beverages come out exactly as they were intended. Additionally, the Wild Goose beverage manufacturing system further prevents dissolved oxygen by blunting can agitation through each step of the beverage co-packing process.
The whole beverage manufacturing process is designed to create the least amount of exposure time to the atmosphere, which results in the least amount of dissolved oxygen pickup. This is accomplished by utilizing the swiftest speeds per fill head, brief cycle times, and the minimum distance between purge, fill, lid placement, and seam.
Beverage canning is a process where beverages are sealed in airtight containers to preserve their flavor and freshness. To ensure the best taste, beverage canners must maintain low dissolved oxygen levels during the canning process. Oxygen is one of the most common causes of spoilage or off-flavors in canned drinks, so reducing its presence is essential for preserving flavor and longevity. Let’s explore how beverage canners maintain low dissolved oxygen levels in beverage canning and how that impacts the taste of a diverse array of beverages.
Dissolved oxygen (DO) is present in all liquid forms, including water and canned beverages, as molecular O2 bonds suspended within the liquid. The amount of dissolved oxygen depends on temperature, pressure, and saturation level within the liquid form. At higher temperatures, more oxygen molecules dissolve into liquids due to increased solubility, while at lower temperatures fewer molecules dissolve into liquids due to decreased solubility. The DO saturation levels also depend on atmospheric pressure; for example, high altitudes produce low DO levels due to reduced atmospheric pressure (maybe that’s why there are so many breweries in Colorado?)
The presence of DO affects not only the taste but also safety when it comes to canned beverages. High concentrations of DO create anaerobic environments that encourage bacterial growth which leads to off-flavors and even food poisoning. Highly acidic beverages like citrus juices are particularly vulnerable because they lack preservatives such as sugar and salt that would otherwise inhibit microbial activity under anaerobic conditions. This means beverage manufacturers must take extra care to ensure low DO concentrations before sealing cans with these products to prevent contamination during storage or shipment.
Beverage canners use several methods in order to keep dissolved oxygen content at an acceptable level prior to packaging: deaeration, flashing/purging with carbon dioxide or nitrogen gas, vacuum displacement (vacuum packing) or using modified atmosphere packaging (MAP).
Deaeration involves introducing heated water in a beverage solution before sealing it up; this reduces the amount of dissolved oxygen present by forcing it out through agitation. Flash/purge involves mixing carbon dioxide or nitrogen gas into liquor prior to bottling; this displaces any residual oxygen from within the container before it is secured with a lid or cap. Vacuum displacement uses vacuum pumps to essentially suck out excess air out of cans prior to sealing them up; this reduces DO concentration by creating a partial vacuum inside each can before capping it off with insulation seals or lids. Finally Modified Atmosphere Packaging (MAP) uses nitrogen gas injected inside cans right after they’ve been filled with a beverage; this creates an inert environment inside cans that prevents bacteria growth while preserving flavor compounds over extended periods until they are opened and consumed by consumers.
Beverage canners must take careful steps towards ensuring low dissolved oxygen levels during their production processes so as not compromise on product quality or safety for their customers when shipping pre-packaged drinks over long distances or storing them over extended periods until consumption takes place. By familiarizing themselves with different methods used by beverage canners such as deaeration, flashing/purging with carbon dioxide or nitrogen gas, vacuum displacement (vacuum packing), and Modified Atmosphere Packaging (MAP); producers are better able to keep flavors preserved without compromising on quality standards nor increasing health risks caused by bacterial growth inside containers due to high levels of DO present within them when stored for too longs periods!
Join us for hands-on time making your product the way you want it. Our team will offer their knowledge and expertise. Whatever we fill during R+D days is yours to take and share with your friends, team or investors! Inquire now!
Our seasoned team is always available to lend our knowledge and experience. From flavor profiling, to sourcing to brand growth and strategy, we have seen it all and would be happy to collaborate with you and your team. Bring us your problems!